在 AAV(腺相关病毒)生产过程中,很多人会遇到类似情况:总颗粒数不低,或者 vg 滴度看起来还可以,但实际表达效果一般;进一步检测后发现,空壳率偏高,或者载体基因组完整性不理想。
追溯原因时,ITR(Inverted Terminal Repeat,反向末端重复序列)往往是一个容易被忽视的环节。ITR 的状态不只是影响质粒构建是否成功,更会影响后续 AAV 基因组复制、包装效率以及空/实壳比例。
什么是 ITR?为什么它重要?
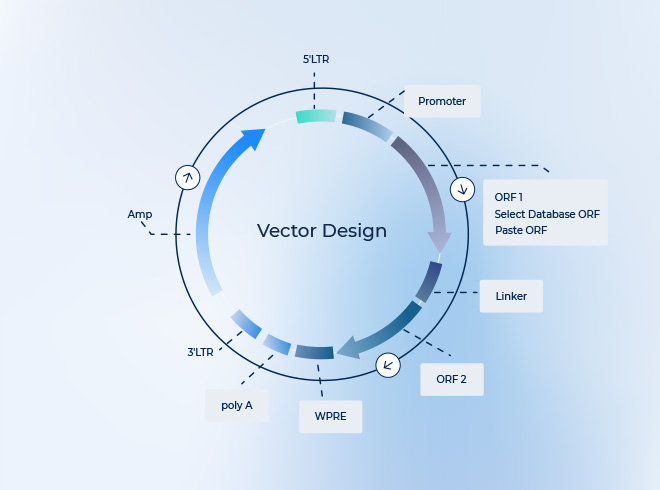
ITR 是位于 AAV 基因组两端的反向末端重复序列,长度通常约为 145 bp。对于重组 AAV 载体来说,ITR 是少数必须保留的病毒来源元件,也是载体基因组能够被复制和包装的关键顺式作用元件。
它主要承担以下功能:
- 作为 Rep 蛋白识别和结合的区域;
- 参与病毒基因组复制起始;
- 形成发夹结构,支持 DNA 复制过程;
- 参与载体基因组包装相关过程。
简单来说,如果 ITR 不完整或功能异常,AAV 载体基因组就很难正常复制,也很难被高效包装进衣壳。
因此,ITR 的完整性会直接影响:
- 基因组复制效率;
- 包装成功率;
- vg 滴度;
- 基因组完整性;
- 空壳、半空壳和实壳比例;
- 最终功能滴度和表达效果。
为什么 ITR 容易不稳定?
ITR 对 AAV 很重要,但它本身并不是一个“好伺候”的序列。由于含有回文结构和较强的二级结构,ITR 在质粒构建、扩增和质控过程中都容易出现问题。
1. 大肠杆菌扩增过程中发生重组或缺失
ITR 的发夹结构和重复序列容易诱发重组。在普通大肠杆菌菌株中扩增时,可能出现:
- ITR 部分缺失;
- 序列重排;
- 点突变;
- 单侧 ITR 异常。
以下情况会进一步增加风险:
- 培养时间过长;
- 多次传代;
- 使用高重组背景菌株;
- 质粒扩增条件不合适。
比较麻烦的是,很多时候目的基因区域测序正常,但 ITR 已经发生了损伤。如果质控只关注 ORF 或表达盒主体,很容易漏掉这个问题。
2. 构建和提取过程可能影响 ITR 质量
除了菌株扩增,部分实验操作也可能影响 ITR 区域的稳定性,例如:
- 不合理的酶切或克隆策略;
- 长时间高温处理;
- 反复冻融;
- 低质量质粒提取;
- 过度机械剪切。
这些问题未必会明显影响 DNA 总量,但可能影响质粒构型、超螺旋比例或 ITR 功能状态。最终表现出来的,可能就是转染后复制效率下降,包装质量不稳定。
3. 载体设计接近包装容量上限
AAV 的推荐包装容量通常在约 4.7 kb 左右。不同血清型和具体系统会有差异,但总体来说,过大载体会给包装带来明显压力。
当表达盒中包含较长的插入片段、复杂启动子、多重调控元件或 polyA 序列较长时,载体可能接近甚至超过包装上限。
这类设计更容易带来:
- 完整基因组包装效率下降;
- 截短基因组增加;
- 半空壳或异常颗粒比例上升;
- 批间稳定性变差。
因此,载体长度并不是单纯影响滴度,也会影响包装产物的质量。
ITR 不稳定为什么会导致空壳率升高?
空壳率高经常被归因于纯化工艺,但很多空壳其实在包装阶段就已经形成了。纯化只能在一定程度上分离空壳和实壳,不能从根本上修复前端包装失败的问题。
ITR 不稳定与空壳率升高之间,可以理解为一个供需失衡的问题。
第一步:衣壳仍然可以正常形成
在 AAV 生产过程中,只要 Rep-Cap 和辅助系统工作正常,Cap 蛋白仍然可以组装形成衣壳。
也就是说,衣壳形成并不等于已经成功装载了完整基因组。即使 VP1、VP2、VP3 表达正常,总衣壳颗粒数也较高,仍然可能有大量颗粒没有装入完整载体基因组。
第二步:完整可包装基因组供应不足
如果 ITR 发生缺失、突变或结构异常,可能带来几类后果:
- Rep 蛋白识别效率下降;
- 载体基因组复制起始受影响;
- 复制产物数量减少;
- 包装相关信号异常;
- 完整基因组进入衣壳的效率下降。
这样一来,衣壳已经形成,但可供包装的完整基因组不足,空壳比例就可能升高。
更准确地说,ITR 不稳定不只会导致空壳增加,还可能导致:
- 半空壳颗粒增加;
- 截短基因组包装;
- rearranged genome 增多;
- vg 滴度与功能滴度不匹配;
- 体内外表达效果下降。
因此,如果检测结果显示总颗粒数不低,但功能表现一般,就需要警惕:问题可能不在衣壳数量,而在基因组质量和包装完整性。
如何降低 ITR 不稳定和空壳率风险?
AAV 生产中,前端设计和质粒质控非常关键。等到病毒已经生产出来,再依赖后端纯化去解决空壳问题,往往效果有限。
1. 使用适合 ITR 质粒扩增的菌株
质粒扩增时应优先选择:
- 低重组背景菌株;
- 适合不稳定重复序列扩增的菌株;
- 已在 AAV 质粒扩增中验证过的宿主。
同时尽量避免:
- 长时间培养;
- 反复传代;
- 使用高重组风险菌株;
- 过度扩增。
对于包含双 ITR 的 transfer plasmid,这一步尤其重要。
2. 做 ITR 完整性验证
AAV 质粒质控不能只看目的基因。很多失败案例中,GOI 没有问题,真正出问题的是 ITR。
常用验证方式包括:
- ITR 相关限制性内切酶分析;
- ITR 区域 PCR 验证;
- 针对 ITR 的 Sanger 测序辅助确认;
- 全长质粒测序;
- 必要时使用长读长测序。
需要注意的是,ITR 区域结构特殊,常规 Sanger 或短读长 NGS 有时并不容易准确覆盖。因此,最好结合多种方法判断,而不是只依赖单一测序结果。
3. 控制载体大小和结构复杂度
设计 AAV 表达盒时,应尽量控制 ITR-to-ITR 长度,避免接近或超过包装上限。
可以从几个方面优化:
- 精简启动子;
- 删除非必要调控元件;
- 选择更短的 polyA;
- 避免重复序列;
- 减少高 GC 或强二级结构区域;
- 对较大插入片段提前评估可包装性。
一个看似“表达更强”的复杂设计,未必一定带来更好的病毒产品。有时表达盒越复杂,包装质量反而越差。
4. 同时关注包装体系平衡
虽然 ITR 是重要因素,但空壳率并不只由 ITR 决定。还需要综合考虑:
- transfer、Rep-Cap、helper 质粒比例;
- Rep 与 Cap 表达水平;
- 转染效率;
- 细胞状态;
- 收获时间;
- AAV 血清型;
- 生产规模放大条件;
- 纯化工艺对空/实壳分离的影响。
如果 Cap 表达充足,但可包装基因组不足,就容易形成较多空壳;如果 Rep 表达不平衡,也可能同时影响复制和包装。
5. 不要只看一个滴度指标
判断 AAV 质量时,只看 vg 滴度或总颗粒数并不够。
建议结合以下指标综合评估:
- vg 滴度;
- 总衣壳颗粒数;
- vg/capsid ratio;
- 空壳/实壳比例;
- 基因组完整性;
- VP1/VP2/VP3 比例;
- 体外感染活性;
- 目标细胞或动物模型中的表达效果。
如果 vg 滴度不低,但功能滴度偏低,就要进一步确认这些 vg 是否代表完整、可表达的载体基因组。
写在最后
ITR 不稳定会影响 AAV 载体基因组的复制和包装,使衣壳形成与完整基因组供应之间出现失衡。当衣壳正常组装,但可包装的完整基因组不足时,空壳、半空壳以及异常基因组颗粒的比例都可能升高。
对于 AAV 生产来说,完整、稳定的 ITR 是获得高质量病毒产品的基础。想要降低空壳率,不能只盯着后端纯化,更要从前端的载体设计、菌株选择、质粒扩增和 ITR 质控做起。
关于派真
作为一家专注于AAV 技术十余年,深耕基因治疗领域的CRO&CDMO,派真生物可提供从载体设计、构建到 AAV、慢病毒和 mRNA 服务的一站式解决方案。凭借深厚的技术实力、卓越的运营管理和高标准的服务交付,我们为全球客户提供一站式CMC解决方案,包括从早期概念验证、成药性评估到IIT、IND及BLA的各个阶段。
凭借我们独立知识产权的π-alphaTM 293 细胞AAV高产技术平台,我们能将AAV产量提高多至10倍,每批次产量可达1×10¹⁷vg,以满足多样化的商业化和临床项目需求。此外,我们定制化的mRNA和脂质纳米颗粒(LNP)产品及服务覆盖药物和疫苗开发的各个阶段,从研发到符合GMP的生产,提供端到端的一站式解决方案。

相关服务
-
AAV病毒包装
- 6天极致交付
- 100+ 血清型,60+ 质量控制检测
- 已交付 50,000+ AAV,可放大至 GMP 级别
-
AAV病毒包装 – 科研级
- 6天极致交付
- 100+ 血清型,60+ 质量控制检测
- 已交付 50,000+ AAV,可放大至 GMP 级别
-
AAV病毒包装 – NHP级
- 严控内毒素,防污染管控
- ddPCR 精准定量,基因组完整性验证
- 卓越的一致性,安全性与有效性双重提升
-
AAV分析检测服务
- 全面的 AAV 检测:滴度、纯度、安全性等一应俱全
- 结果快速可靠,专家全程指导
-
AAV载体设计与构建
- 定制化AAV质粒,实现高效基因递送
- 通过piVector轻松设计,集成特定应用所需元件
- 支持CRISPR、shRNA及其他类型的AAV载体